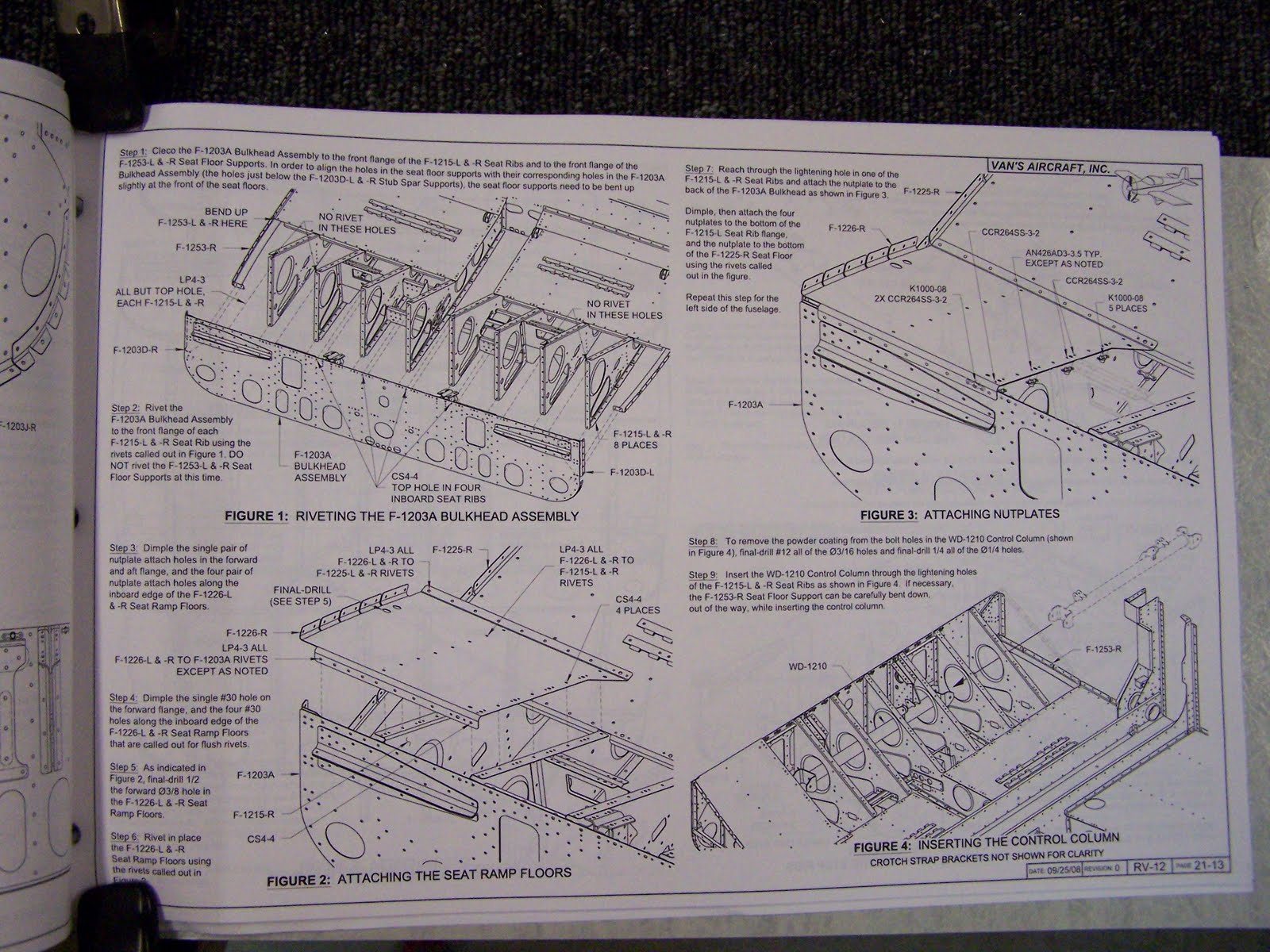
Step 4 is a bit tricky as the lighting hole is quite undersized for my hands:
This is the lighting hole:

This is my hand in the lighting hole:
 Actually only 2 fingers will fit, tough to hold the nutplate in place
Actually only 2 fingers will fit, tough to hold the nutplate in placeYou need lots of trials and patience but you can do it!